
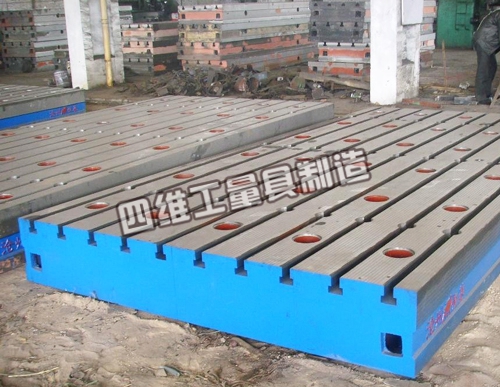
装配平台平板用途:应用于动力机械设备的装配及调试,表面带有T形槽,可以固定动力机械设备。工作面上可加工圆孔、U型孔或长孔。
装配平台平板的材质为铸铁HT200-300,工作表面硬度为HB170-240,经过两次人工处理,。
装配平台平板包装:木制包装。包装前经防锈处理并妥善包装,避免因包装不善而在运输过程中损坏产品。平板经检定合格后,应附有产品合格证;产品合格证上应出厂日期和产品序号。
装配平台平板的规格有多种可供客户选购:100*100—3000*6000,大于此规格的装配平台可以拼装使用或按图纸订做。产品制成加强筋板式,设计结构合理。
装配平台平板的生产工艺流程基本是:
装配平台的毛坯是按技术要求制作图纸,然后按图纸制作木型或泡沫型、配料、造型、烘干、浇铸、落沙,清理、检验毛坯的各个部位;装配平台机械加工,外观检验并划线、加工、检验;装配平板工件调平、人工刮研、检验科检验;装配平台的外观处理、喷漆、包装、入库。
装配平台平板在使用时要行安装调试,要防止损坏工作面,工件的重量更不可以超过装配平板的额定载荷,否则会造成工作质量降低。
装配平台平板规格精度表:(规格需定做)
| 精度等级 |
|||||||||
| 0级 |
1级 |
2级 |
3级 |
||||||
| 平面度公差 |
|||||||||
| 200×200 |
5 |
10 |
20.5 |
|
|||||
| 200×300 |
5.5 |
11 |
22 |
|
|||||
| 300×300 |
5.5 |
11 |
22 |
|
|||||
| 300×400 |
6 |
12 |
24 |
|
|||||
| 400×400 |
6.5 |
12.5 |
25 |
|
|||||
| 400×500 |
6.5 |
13 |
26 |
66 |
|||||
| 400×600 |
7 |
14 |
27.5 |
70 |
|||||
| 500×500 |
6.8 |
14 |
28 |
68 |
|||||
| 500×600 |
7 |
14.2 |
28.5 |
71 |
|||||
| 500×800 |
8 |
15.5 |
31 |
78 |
|||||
| 600×800 |
8 |
16 |
32 |
80 |
|||||
| 600×900 |
8.3 |
16.5 |
33 |
83 |
|||||
| 1000×750 |
9 |
18 |
36 |
90 |
|||||
| 1000×1000 |
|
20 |
40 |
97 |
|||||
| 1000×1200 |
|
20.5 |
41 |
103 |
|||||
| 1000×1500 |
|
22 |
45 |
112 |
|||||
| 1000×2000 |
|
26 |
52 |
130 |
|||||
| 1500×2000 |
|
28 |
56 |
140 |
|||||
| 1500×3000 |
|
|
70 |
174 |
|||||
| 2000×3000 |
|
|
74 |
184 |
|||||
| 2000×4000 |
|
|
88 |
219 |
|||||
铸铁平板的保养一般情况下有以下几个步骤:
1、为了防止铸铁平板发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平板上得四个起重孔,将铸铁平板平稳吊装在运输工具上。
2、将铸铁平板支承点垫好、垫平,每个支撑点受力均匀,整个铸铁平板平稳。
3、铸铁平板安装时将铸铁平板的各个支撑点用调整垫铁垫好、垫实,由技术人员将铸铁平板调整至合格精度。
4、铸铁平板使用时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。
5、为了防止铸铁平板整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
6、铸铁平板不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平板的外包装将铸铁平板盖好,以防止平时不注意
造成对铸铁平板工作面的损伤。
7、铸铁平板应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
8、铸铁平板按标准实行定期周检,检定周期根据具体情况可为6-12个月。
 电话
电话 短信
短信 地图
地图 微信
微信