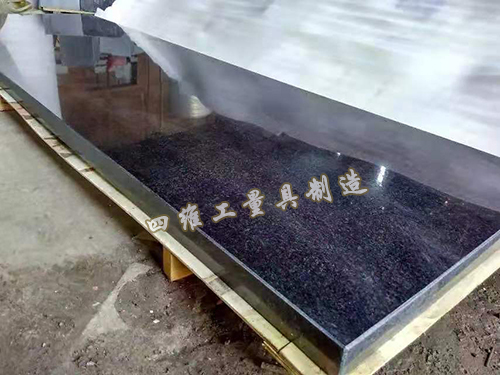
 花岗岩平板花岗岩平板是用的石质材料制成的基准测量工具,对仪器仪表、工具...
花岗岩平板花岗岩平板是用的石质材料制成的基准测量工具,对仪器仪表、工具...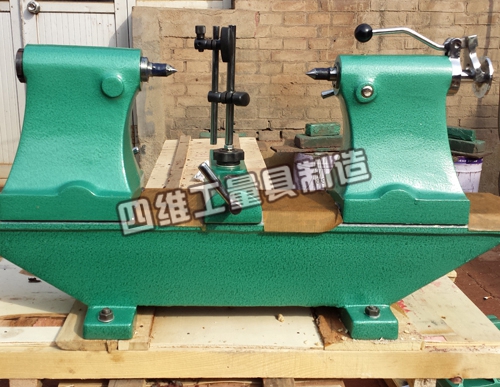 偏摆仪系列偏摆仪又称偏摆检查仪、偏摆检测仪、偏摆测量仪、摆差仪,偏摆仪...
偏摆仪系列偏摆仪又称偏摆检查仪、偏摆检测仪、偏摆测量仪、摆差仪,偏摆仪... S78-10系列防震垫铁S78-10系列防震垫铁参数介绍: 按照JB/T6607-93标准制造,用于机床设备...
S78-10系列防震垫铁S78-10系列防震垫铁参数介绍: 按照JB/T6607-93标准制造,用于机床设备...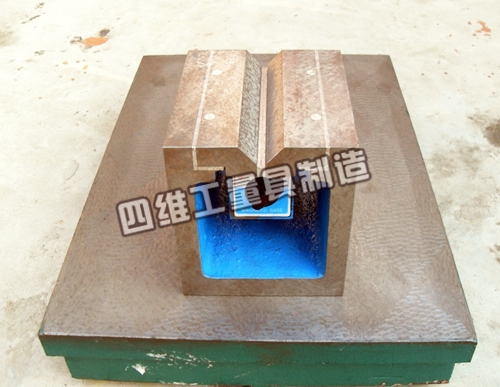 T型槽方箱T型槽方箱使用寿命和注意事项: 一般T型槽方箱的使用寿命很长,只...
T型槽方箱T型槽方箱使用寿命和注意事项: 一般T型槽方箱的使用寿命很长,只... 研磨平台平板产品名称:研磨平板平台 研磨平板(平台)用途:量具的制造、修...
研磨平台平板产品名称:研磨平板平台 研磨平板(平台)用途:量具的制造、修...和提高机械加工精度的主要途径大致可概括为以下几种:直接减小或误差法、转移误差法、补偿误差法、均分误差法、误差平均法、就地加工法。
(1)直接减小或误差法。生产中应用较广的一种基本方法。它是在查明产生加工误差的主要因素之后,设法或减少这些因素。例如细长轴的车削,现在采用了大走刀反向车削法,基本了轴向切削力引起的弯曲变形。若辅之以弹簧,则可进一步热变形引起的热伸长的影响。
(2)转移误差法。就是转移工艺系统的几何误差、受力变形和热变形等误差,使其从误差敏感方向转移到误差的非敏感方向。如磨削主轴锥孔其和轴颈的同轴度,不是靠机床主轴的回转精度来,而是靠夹具。
(3)补偿误差法。人为地造出一种新的误差,去抵消或补偿原来工艺系统中存在的误差,尽量使两者大小相等、方向相反,从而达到减少加工误差,提高加工精度的目的。
(4)均分误差法。在加工中,对于毛坯误差、定位误差引起的工序误差,可采取分组的方法来减少其影响。其实质就是把原始误差按其大小均分为n组,每组毛坯误差范围就缩小为原来的1/n,然后按各组分别调整加工。
(5)误差平均法。利用有密切联系的表面之间的相互比较和相互修正或者利用互为基准进行加工,以达到很高的加工精度。在生产中,许多基准件(如平板、直尺、角度规、端齿分度盘等)都是利用误差平均法加工出来的。
(6)就地加工法。在机械加工和装配中,有些精度问题牵涉到很多零部件的相互关系,如单纯依靠提高零部件的精度来满足设计要求,有时不仅困难,甚至不可能。而采用就地加工法(也称自身加工修配法)就可以较好地解决这种难题。
