刮研平台平板采用铸铁HT200——300材质,经过两次人工处理(人工退火600度—700度和自然时效2—3年)使用该产品的精度稳定,能好。
刮研平台平板按GB/T 22095-2008标准制造。精度等级有0、1、2、3、级及精刨。
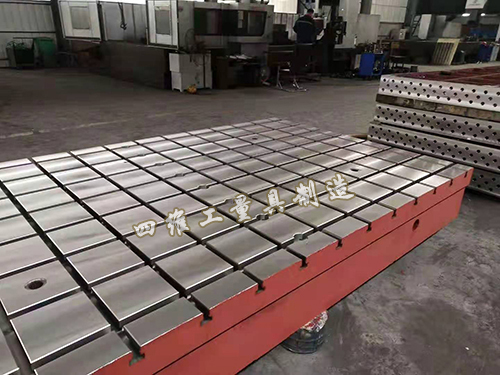
刮研平台平板结构:
刮研平台平板制成筋板式和箱体式,工作面有长方形、正方形或圆形。工作面采用刮削工艺,工作面上可加工V形、T形、U形槽和圆孔、长孔等。
刮研平台平板规格:(规格可以按用户要求设计生产)
①100mm×200mm-------------400mm×400mm精度为1级、2级、3级。
②400mm×600mm-------------1500mm×2500mm精度为1级、2级、3级。
③1500mm×3000mm----------2000mm×3000mm精度为2级、3级、精刨。
④2000mm×4000mm----------3000mm×10000mm/4000mm×8000mm精度为3级和精刨。
铸铁刮研平台规格精度表:(规格需定做)
| 精度等级 |
||||
| 0级 |
1级 |
2级 |
3级 |
|
| 平面度公差 |
||||
| 200×200 |
5 |
10 |
20.5 |
|
| 200×300 |
5.5 |
11 |
22 |
|
| 300×300 |
5.5 |
11 |
22 |
|
| 300×400 |
6 |
12 |
24 |
|
| 400×400 |
6.5 |
12.5 |
25 |
|
| 400×500 |
6.5 |
13 |
26 |
66 |
| 400×600 |
7 |
14 |
27.5 |
70 |
| 500×500 |
6.8 |
14 |
28 |
68 |
| 500×600 |
7 |
14.2 |
28.5 |
71 |
| 500×800 |
8 |
15.5 |
31 |
78 |
| 600×800 |
8 |
16 |
32 |
80 |
| 600×900 |
8.3 |
16.5 |
33 |
83 |
| 1000×750 |
9 |
18 |
36 |
90 |
| 1000×1000 |
|
20 |
40 |
97 |
| 1000×1200 |
|
20.5 |
41 |
103 |
| 1000×1500 |
|
22 |
45 |
112 |
| 1000×2000 |
|
26 |
52 |
130 |
| 1500×2000 |
|
28 |
56 |
140 |
| 1500×3000 |
|
|
70 |
174 |
| 2000×3000 |
|
|
74 |
184 |
| 2000×4000 |
|
|
88 |
219 |
铸铁平板的保养一般情况下有以下几个步骤:
1、为了防止铸铁平板发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平板上得四个起重孔,将铸铁平板平稳吊装在运输工具上。
2、将铸铁平板支承点垫好、垫平,每个支撑点受力均匀,整个铸铁平板平稳。
3、铸铁平板安装时将铸铁平板的各个支撑点用调整垫铁垫好、垫实,由技术人员将铸铁平板调整至合格精度。
4、铸铁平板使用时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。
5、为了防止铸铁平板整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
6、铸铁平板不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平板的外包装将铸铁平板盖好,以防止平时不注意造成对铸铁平板工作面的损伤。
7、铸铁平板应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
8、铸铁平板按标准实行定期周检,检定周期根据具体情况可为6-12个月。